Datos
Variantes de compactación
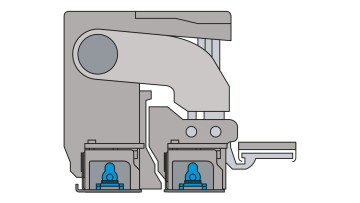
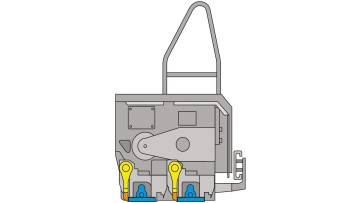
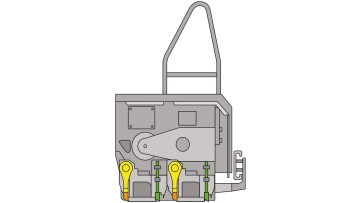
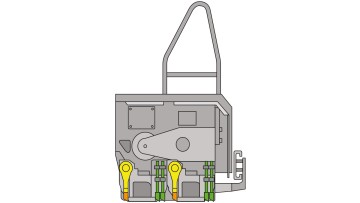
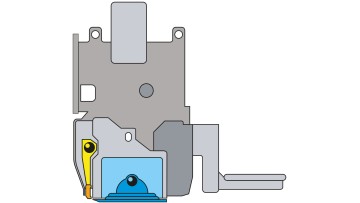
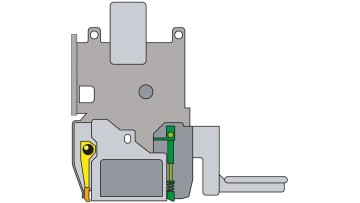
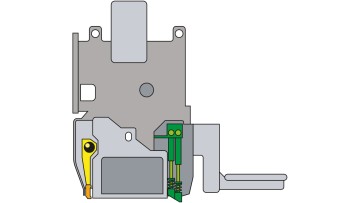
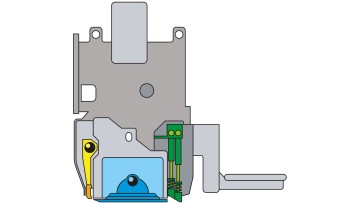
Los agregados de compactación de la regla deben generar la mayor compactación previa posible para que los distintos grosores de extendido no ejerzan una gran influencia sobre el nivel de compactación en la compactación final. En VÖGELE se utilizan los agregados de compactación enumerados a continuación:
Campos de aplicación
Las reglas V y TV se utilizan con todos los materiales mezclados convencionales fáciles de compactar. Si se usan reglas TP1 y TP2 se necesita menos trabajo durante la compactación final. Las dos variantes se diferencian en cuanto a los valores de compactación a generar, si bien ambas permiten procesar todos los materiales mezclados convencionales. El modelo TP2 ofrece una alta compactación previa precisamente en caso de grandes espesores de extendido.
Las reglas TVP2 se pueden usar para todos los materiales mezclados convencionales. Además, esta variante sirve para el extendido de PCC (Paver Compacted Concrete), puesto que en esta aplicación no se realiza ninguna compactación final a posteriori. La variante TP2 Plus, con unos valores de compactación incrementados aún más, se emplea en el tren InLine Pave de VÖGELE para producir la capa interior. Debido a que la extendedora siguiente pasa inmediatamente por encima de ella, esta capa debe presentar ya valores de compactación final. Todos los agregados de compactación en las reglas de VÖGELE —támper, vibración y listón de presión— se controlan por separado y se pueden conectar o desconectar según se necesite.
Agregados de compactación de las reglas extensibles