Features and functions

After the transfer of the mix to the receiving hopper of the paver from a tipper truck, it is transported through the conveyor tunnel to provide an optimal head of material in front of the paving screed. This is enabled with the aid of two separately adjustable conveyors. With the exception of the SUPER 700-3 and SUPER 800-3. These have only one conveyor.
Hopper fronts are located on each of the hopper wings and an inlet flap is located in the middle of the hopper.
After the transfer of the mix to the receiving hopper of the paver from the tipper truck, the operator presses the button to raise the hopper fronts or the middle inlet flap to completely empty the receiving hopper.
The two hopper wings can be hydraulically lowered or raised independently. This ensures that the mix is always transported to the middle, onto the conveyors.
The complete emptying of the receiving hopper prevents cooling of the mix.
The rubbers attached to the hopper wings and the hopper fronts stop mix falling out of the hopper onto the ground or onto the push-rollers.
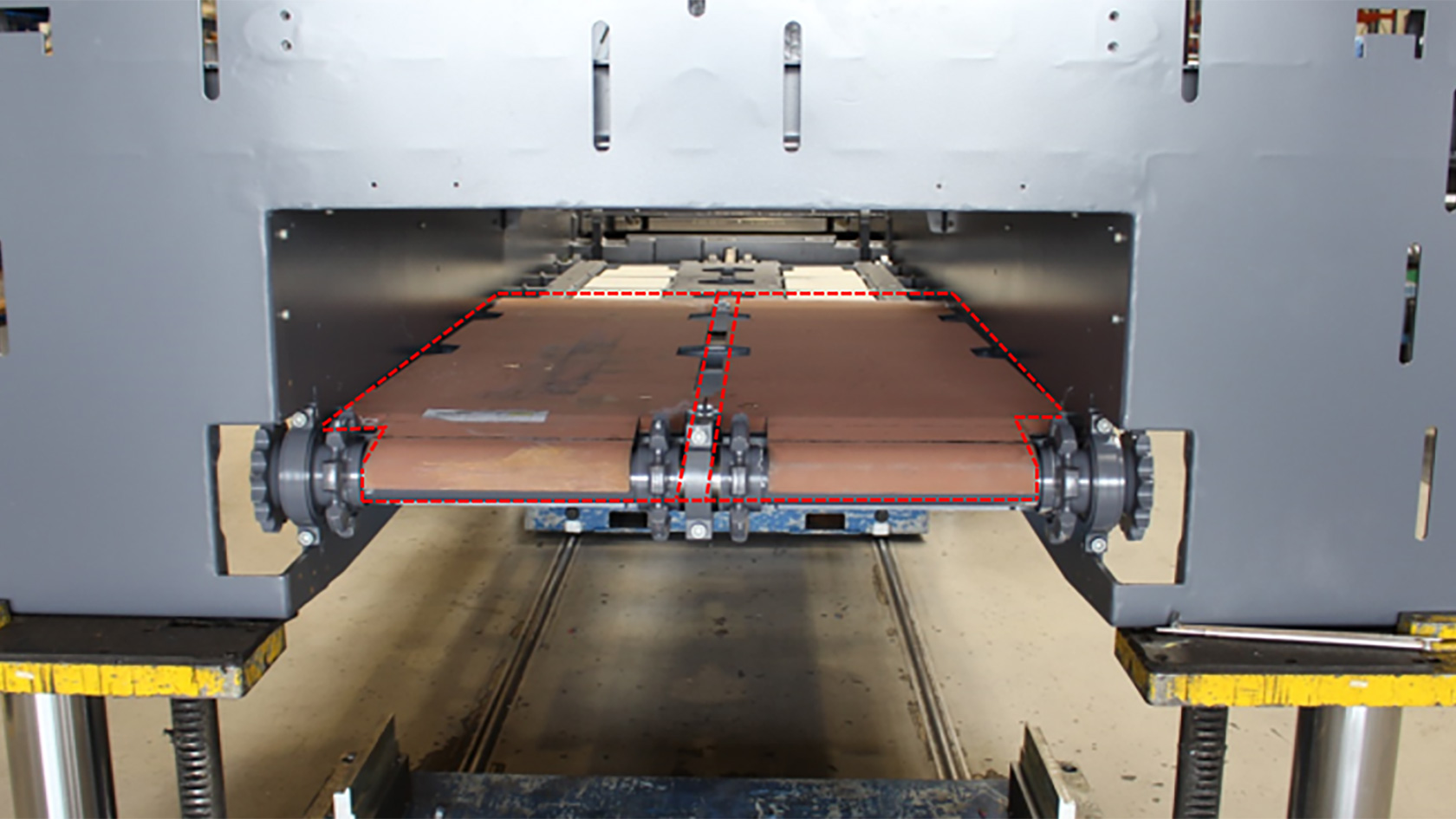
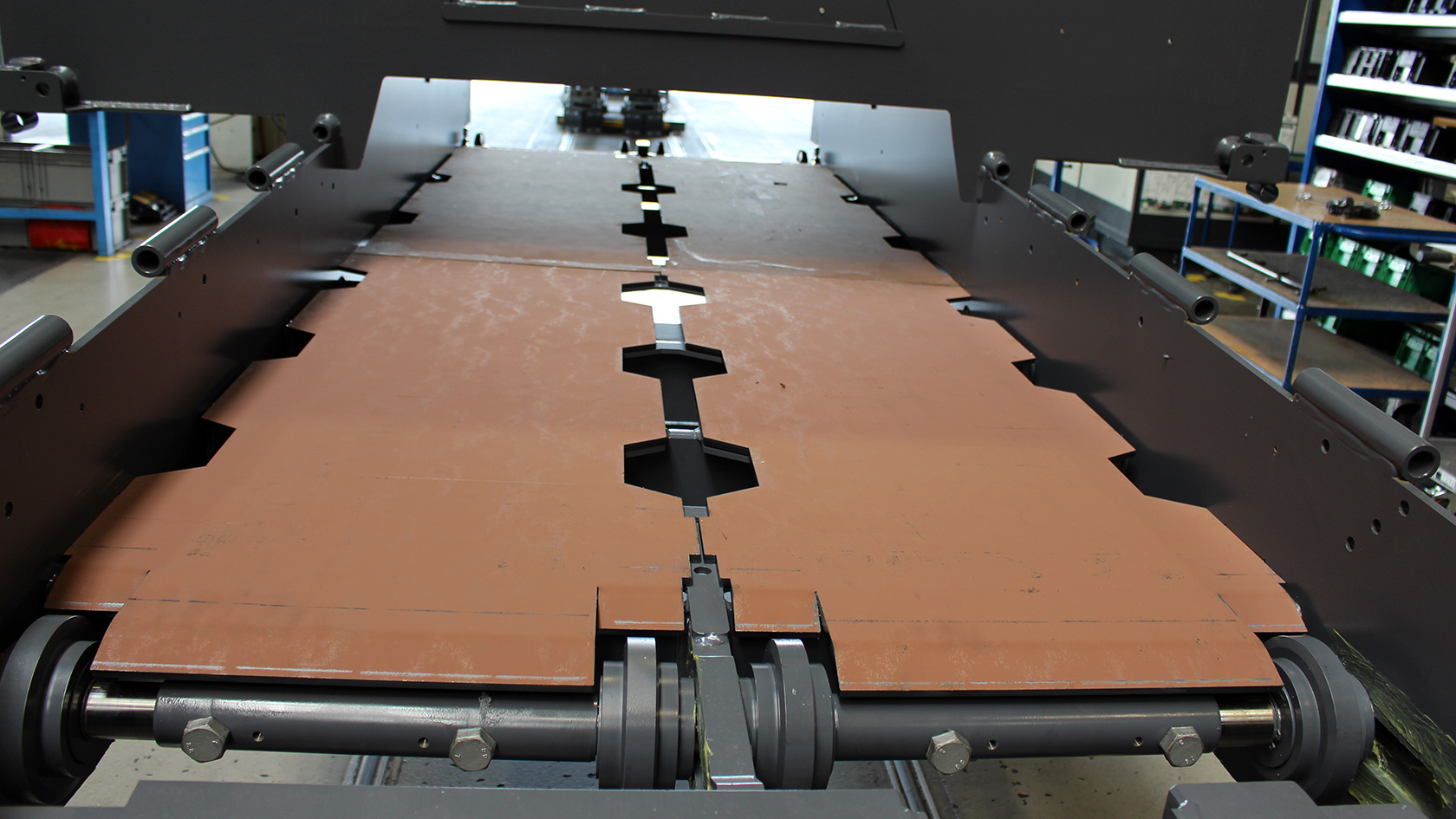
The floor plates ensure optimal conveying of the paving mix from the hopper to the rear part of the machine.
The outer (edge guard) and middle plates (centre guard) protect the conveyor chains from the mix and thus ensure a long service life of the conveyor chain.
(optional)
We recommend the use of the heavy-duty kit when the paver is frequently used for paving road beds with mixes such as CTB. This counteracts increased wear on components.
The conveyor drive shafts are designed and constructed for efficient and powerful material conveying:
manufactured from heavy-duty material with minimal tolerances, the drive shafts achieve extremely high utilisation rates, even under constant loading.
The task of the return rollers with roller bearings is to guide the conveyor chain at the front of the machine and turn it downwards for return to the drive sprocket.
The bearings of the return rollers consist of encapsulated and sealed ball bearings and are maintenance-free.
The conveyor chain is the key component of the conveying system. It consists of two chains that are connected to one another by conveyor chain rods.
The conveyor chain transports the paving mix from the mix hopper to the paving screed.
The conveyor chains can be reversed to prevent mix falling out of the rear of the conveyor tunnel and soiling the ground or the machine undercarriage when relocating the machine. In such cases, the mix is transported a short way back to the receiving hopper.
With the aid of the push-rollers, the VÖGELE paver can simply push the tipper truck ahead of it when taking on mix, as the rollers roll smoothly in contact with the truck’s tyres.