Tablanın temel ayarları
Aşınma belirtilerini önleyin ve tablayı doğru ayarlayın.
Çeşitli tabla bileşenleri ile ilgili işlem şeklini görmek için galeriye tıklayın.





Genişleyen tablanın hücum açısı
Hücum açısı dış tabla üzerinde dışarıdan ve içeriden ayarlanmalıdır.

Lütfen hücum açısını ayarladıktan sonra yükseklik ayarı tespit cıvatasını tekrar sıkın. Ardından ayarı bir kere daha kontrol edin.
Ayar mili
Ayar milini ayarlamak için ilk olarak sıkılmış kontra cıvatalarla vidalı burcun (5) boşluğu kontrol edilir.

Her genişleyen tabla başına daima her dört mili ayarlayın.
Tamper
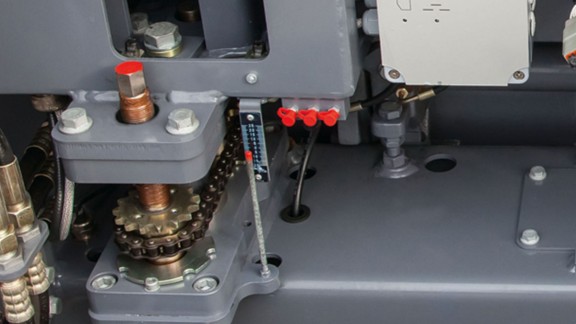
Tamper tüm serme eni boyunca eşit stroka sahip olmalıdır. Mil üzerindeki tamperi harekete geçiren eksantrik burcu döndürerek bu strok ayarlanır. Bu burç, her bir yapım aşaması arasında arkadan ayarlanabilir. Buna karşın tamperden düzleştirme sacına alt dönüş noktasının ayarlanması biraz daha külfetlidir. Tüm mil konsollarının cıvatalarını sökmek için önce ön panolar sökülmelidir. Aynı şekilde kontra somun (2) söküldükten sonra cıvatayla (1) tamper yüksekliği değiştirilebilir. Ayarlanacak yükseklik ayarlanmış tamper strokuna bağlıdır.

(1) Cıvata
(2) Kontra somun
(3) Alt dönüş noktasındaki eksantrik mil
(4) Tamper
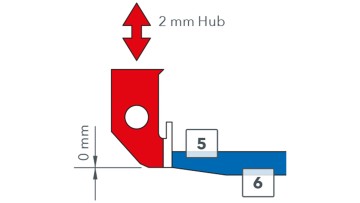
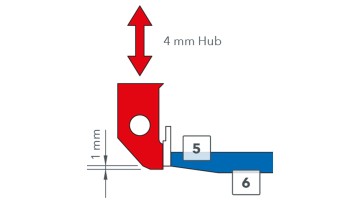
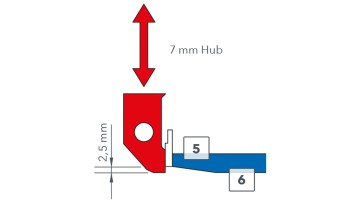
(7) 4 mm strokta 1 mm
(5) Sıkma noktası
(6) Düzleştirme sacı
Tamper, 2 mm'lik bir strokta düzleştirme sacıyla aynı hizada olacak şekilde ayarlanmalıdır (elle tarama).