更改语言 (中文)
已选国家 (global)
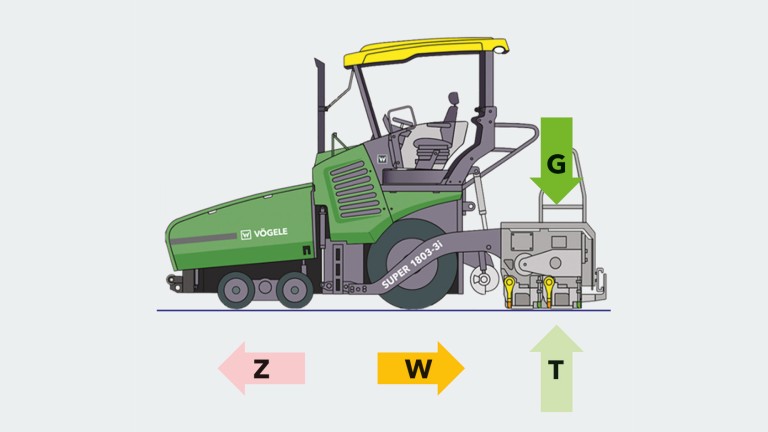
螺旋分料器将刮板输料器输送的材料分布在熨平板前方。熨平板前方的材料对熨平板的受力平衡具有重大影响,进而影响其浮动性能。
熨平板前方的材料越多,对牵引力 (T) 的阻力 (R) 越大,熨平板浮起的趋势就越明显。与此相反,如果刮板输料器的输料速度越低,则阻力 (R) 越小,熨平板会下沉。
熨平板重量 (SW) 和材料的 负载能力 (LBC)不会影响材料的输送。
因此,持续、均衡的喂料对实现良好的摊铺效果至关重要。为此,纵向输料和横向布料系统必须优化配合。
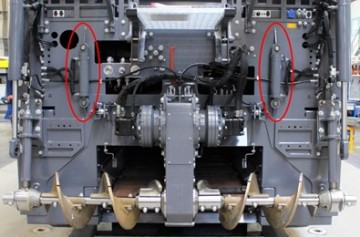
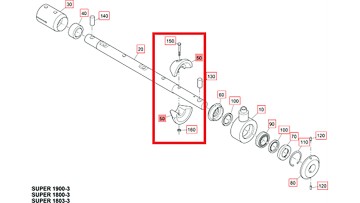
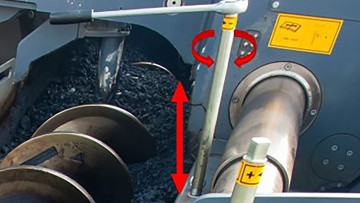
对于所有 VÖGELE SUPER 系列摊铺机,液压油缸可使整个螺旋分料器中心轴承箱上下移动 15 cm,以实现对所需铺路厚度的正确调整。
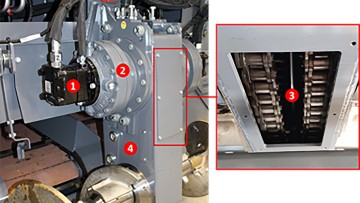
液压马达 (1) 通过变速箱 (2) 驱动链条箱 (4) 内的传动链 (3)。
由于与摊铺材料的持续接触以及由此产生的磨损,某些螺旋分料器部件不可避免地会受到磨损。为防止螺旋分料器的布料功能受损或失效,必须定期检查以下部件,并在必要时进行更换:
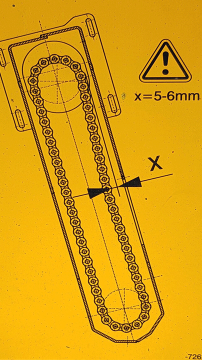
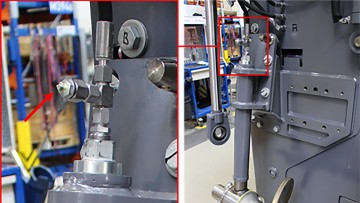
在此示例中,我们将向您展示在 SUPER 1800-3 型摊铺机上如何调节张紧度。其他机型的相关信息可以在对应的操作手册中查看。请务必仔细阅读并遵守所有警告和安全说明。
拧下护板螺栓并取下护板。
检查护板下方测量区域的链条张紧度:传动链条可手动移动的最大范围应为 5 - 6 mm。
拧松支架上的四个紧固螺丝,但不要完全拆下。
拧松锁紧螺母,旋转定位螺丝直至达到正确的链条张紧度:
正确调节后,重新拧紧埋头螺母和支架紧固螺丝。检查并正确调整左右两侧的传动链条后,可重新安装护板。
传动链条张力不足可导致螺旋分料器出现抖动。这会对熨平板的浮动性能产生负面影响。此外,过松的链条会显著增加磨损,可能导致完全失效。
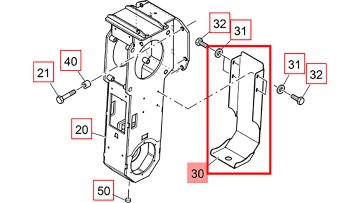
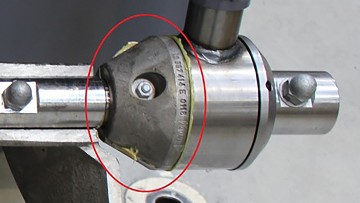
链条箱的前部和底部与混合料直接接触,非常容易导致严重磨损。链条箱前端安装有可更换的盖罩,可防止磨损和避免需要更换整个链条箱。
盖罩磨损时,请立即更换,以防链条箱和传动装置受损。
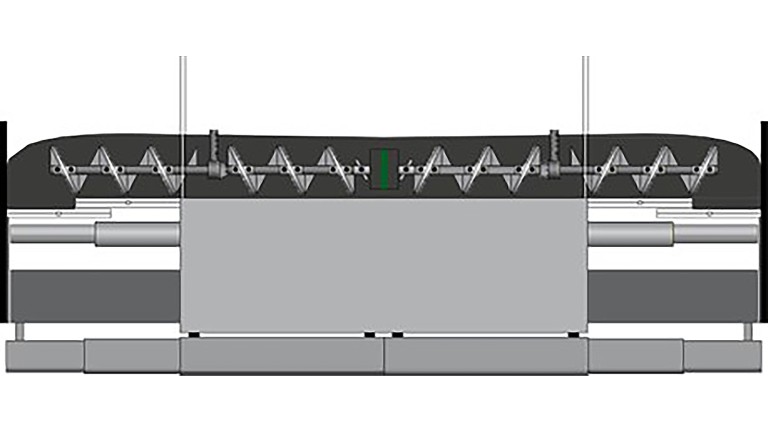
螺旋分料器轴 (1) 由传动链条驱动。螺旋叶片 (2) 安装在轴上。左右两侧分别配备了不同的螺旋叶片,用于将混合料输送到外侧。
1 = 螺旋分料器轴 2 = 螺旋叶片
两侧可独立控制,也可实现反向转动。
磨损会导致螺旋叶片的宽度逐渐变小,最终变得尖锐和锋利。
新(左侧)和磨损(右侧)叶片的对比
随着磨损的加剧,直径会越来越小,从而增加螺旋叶片断裂的风险。这会对沥青混合料的流动性产生负面影响,并可能使摊铺性能降至最低。
左右两侧驱动单元的齿轮油必须每 500 小时检查一次,每 1,000 小时更换一次。
排放齿轮油:
加注齿轮油:
传动链条的张力必须每 500 工作小时检查一次,必要时进行调整。
每次摊铺工作结束后,必须对所有与摊铺材料接触的机械部件进行清洁。为此,在最后一次喂料前,需用清洁剂喷洒螺旋分料器及其他部件。
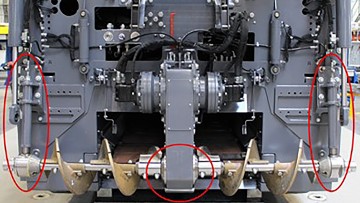
摊铺结束后,首先清理容易冷却的部件,例如,螺旋分料器中心轴承箱、挡料板和布料通道限位板。
开启清洁功能,并使其运行几分钟。在此期间,中央润滑系统也处于工作状态,任何可能渗入轴承的材料残留都将被黄油挤出。
“加热/清洁功能”按钮
还需定期检查螺旋叶片的螺栓连接,必要时拧紧(关闭柴油发动机!)。
严格遵守所有安全规定!
需要在螺旋分料器的喂料区域进行作业时,请务必关闭柴油发动机并采取措施以防意外起动。
我们为不同类型的铺路机提供定制化服务套包,确保可以快速更换单个部件或整个螺旋分料器单元。
螺旋分料器轴在链条箱中部通过轴承固定,两侧则通过轴承座固定。
用于纵向输料和横向布料的轴承由中央润滑系统进行润滑。只有有输料系统(刮板输料器或螺旋分料器)开始运行,黄油就会通过渐进式黄油分配器从黄油泵自动输送到各个轴承。
带储油罐和安全阀的电动黄油泵
渐进式黄油分配器,配备通向各个轴承的黄油管路。
示例:外侧螺旋分料器轴轴承
摊铺工作开始前,必须检查黄油罐的液位,并根据需要补充高温黄油(具体规格请参阅说明书)。
如果润滑系统中的某个部件出现故障,也可通过黄油嘴进行手动润滑轴承。
轴承座旁边安装有两个半壳夹紧件,以防其遭受过度磨损。更换夹紧件比更换整个轴承座要快得多、容易得多且成本更低。检查夹紧件,如有必要,在轴承座受损前进行更换。
此外,过大的轴承间隙可导致材料渗入轴承座,导致轴承卡死。径向轴承间隙可使用长撬胎杆进行检查。
布料出现问题的后果等同于机器完全停机。为防止这种情况发生,请定期检查轴承并及时更换。
即使在进行大宽度摊铺时,也可通过螺旋分料器加长件、布料通道和挡料板将沥青混合料优化输送至熨平板的边缘区域。
对于较大的铺设宽度,螺旋分料器加长件(包括轴和螺栓固定的叶片)由附加轴承座支撑。
较短的加长件可以在无需附加轴承的情况下安装。在此示例中,螺旋叶片也直接焊接在轴上。
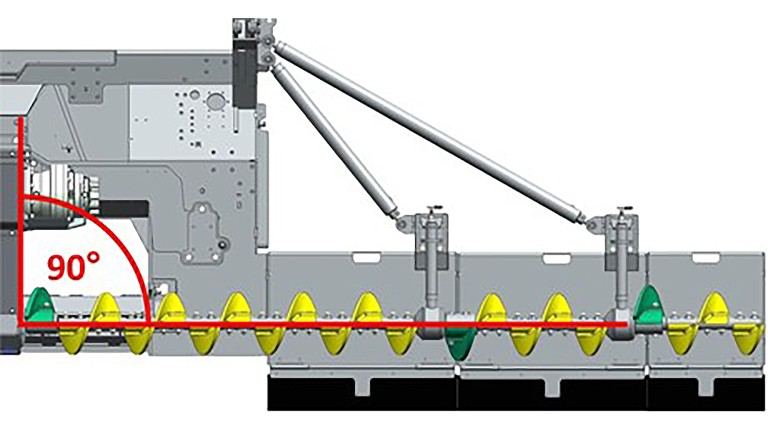
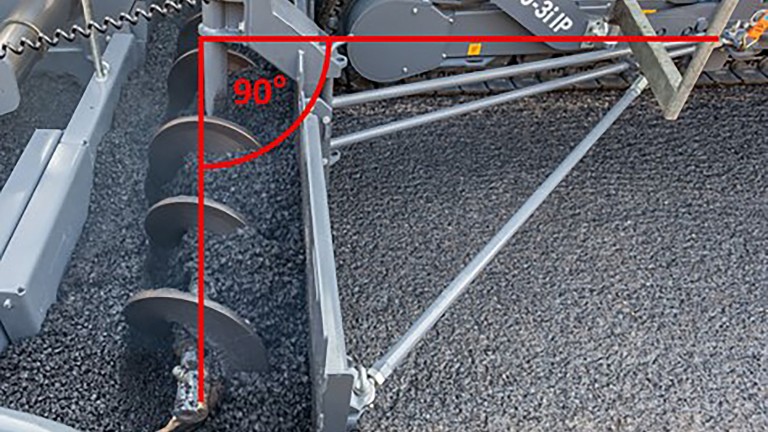
对于较大的摊铺宽度,螺旋分料器加长件必须正确对齐并通过竖直和水平撑杠进行固定。调整不当的撑杠会对驱动单元和螺旋分料器轴承产生过大的负荷,从而加剧这些部件的磨损。
调节竖直撑杠使螺旋分料器与链条箱呈 90° 角,并确保其在整个长度不会下垂或上弯。
调节水平撑杠,确保螺旋分料器加长件与底盘/机架呈 90° 角。摊铺机和熨平板操作手册中的“设定与改装”章节提供了安装说明以及不同工作宽度所需的零部件清单。
对于非常大的工作宽度,直径较大的螺旋叶片安装在螺旋分料器内侧。这使得物料流动更加均匀。
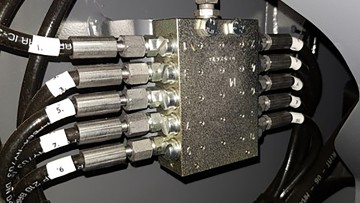
如果安装了螺旋分料器加长件,当然也必须对其进行润滑。黄油管路的接口位于摊铺机后壁两侧。
未安装螺旋分料器加长件时,压力和回流 (R) 接口必须相互连接(如上图所示)。
在安装螺旋分料器加长件的情况下,必须拆除这条连接线。连接至螺旋分料器加长件轴承座的黄油管路与压力接口连接,回油接口 (R) 则使用盲塞封闭。
布料通道限位板确保摊铺材料被均匀地引至两侧,而不会向前滚动。这也有助于减少摊铺材料离析的风险。
带限位板
布料通道限位板宽度不足
挡料板有助于确保混合料有控制地输送到外侧摊铺区域。挡料板还显著减少了液压伸缩板前方的喂料量。
通过手动调节挡料板的高度,可以控制熨平板液压伸缩板前方材料的量。
水平撑杠和竖直撑杠用于对齐并稳定螺旋分料器加长件和布料通道限位板。
危险!被卷入机器的危险!
与转动的螺旋分料器接触可能会导致严重或致命伤害!始终与运转部件保持安全距离!对螺旋分料器进行操作时,请先关闭驱动马达并确保其不会意外启动。
在线订购和购买 VÖGELE 输料系统的原厂备件。