面向未来的理想装备 — 轻松应对沥青摊铺及土方工程施工中的严苛挑战
更改语言 (中文)
已选国家 (China)
亮点
显著优势
改进的刀柄结构和优化的热处理,使刀座可以承受最大的冲击负载以及极端情况下的剪力负载。
肩部有更多耐磨材料,确保为下刀座提供最好的保护。
优化的刀柄结构(更大的过渡弧半径)和进一步改进的热处理使其能够承受更高的负载。与 GENERATION Z² 刀具配合使用,与刀具接触形成的创新定心凹槽可确保从一开始就获得最高的刀座利用率。
由于刀座系统螺丝扭矩的检查间隔较长(每 500 小时),因此保养工作量较低。
刀座前侧也有大量钢质材料,使上刀座有较长的使用寿命。
铣刨鼓和拌和转子
首先清洁紧固螺丝的螺丝孔,清除所有沥青残留物。然后用螺丝刀的刀片撬出防尘塞。维特根提供的防尘塞大大减少了清洁工作量,并加快了更换速度。
彻底清洁紧固螺丝的头部,用内六角扳手手动拧松,然后拧到底并拆下来。切削过程中产生的强大应力可能会导致螺纹和螺丝头变形。为防止下刀座中的螺纹损坏,变形的螺丝不能再使用。
紧固螺丝拆下后,可以将上刀座从下刀座中拉出。
现在,必须仔细清洁下刀座的螺纹内径和上刀座安装孔,并检查是否损坏。彻底清洁之后,应确保下刀座内没有残留的铣刨料,且上刀座和下刀座接触面之间可以无缝隙紧密贴合。下刀座的接触面必须平整无损坏。
确保接触面完好无损后,将下刀座密封件套在替换刀座的刀柄上。
现在将高温润滑脂(高达 100°C / 212°F)涂抹在刀座刀柄上并将其插入下刀座中。
在固定螺钉上涂抹相同的高温润滑脂,并手动拧入大约三圈。如果拧入紧固螺丝需要相当大的力,则必须用丝锥在下刀座中重新切割螺纹。
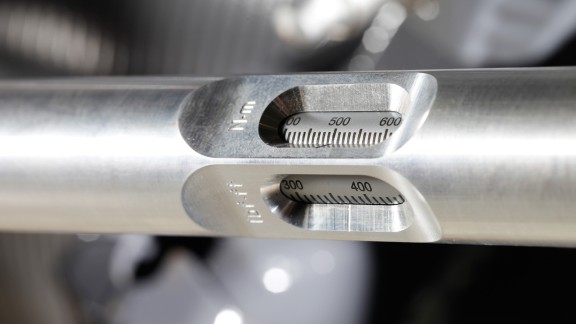
现在可以拧入紧固螺丝,然后用扭矩扳手将螺丝拧紧至紧固扭矩 500 Nm(相当于 370 ft lbs)。
拧紧紧固螺丝后,进行触探测试。用锤子敲击接触面,检查其是否有沉降。请使用铜锤。
然后,检查紧固螺丝的紧固扭矩是否仍为 500 Nm (370 ft lbs)。
如果是,将防尘塞插入紧固螺丝的头部。
最后一步是安装新的圆柄刀具。请使用铜锤。
WIRTGEN 原厂刀具:在线订购刀具和替代刀具。
为您的铣刨机、冷再生机和土壤稳定机,快速、便捷地找到适合的切削刀具,确保高效施工。使用 WIRTGEN刀头查找器,可以帮助您降低施工成本,提高施工效率及机器性能。