说明
压实类型
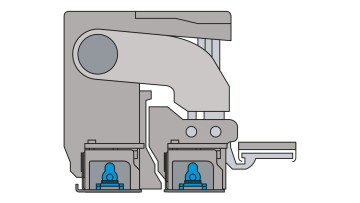
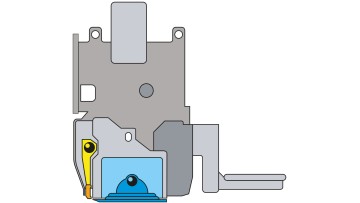
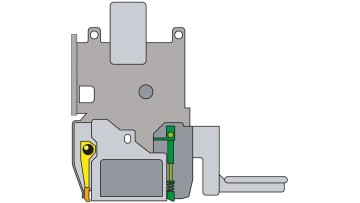
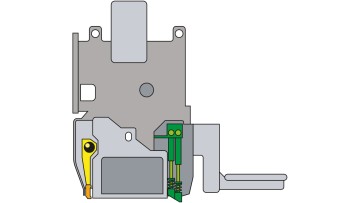
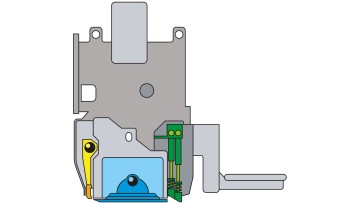
熨平板压实系统的目的是尽可能实现最大程度的预压实,这样不同的摊铺层厚度对所需的最终压实作业量影响较小。VÖGELE 采用了以下压实装置:
应用
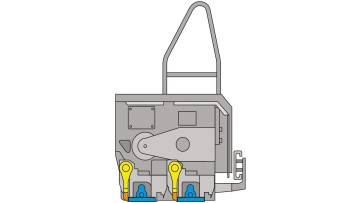
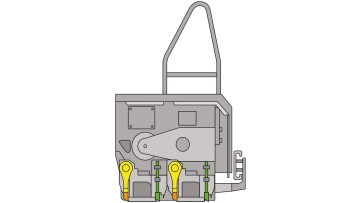
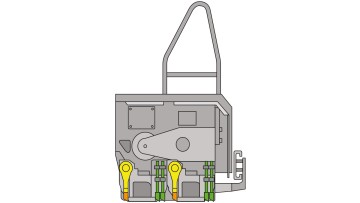
V 和 TV 熨平板 可用于所有易于压实的常规混合料。当使用 TP1 和 TP2 熨平板 时,需要的最终压实作业量较小。两种类型的熨平板可实现不同的压实度;因此可以处理所有常规混合料。TP2 熨平板可以实现更高水平的预压实,尤其对于较厚的摊铺层。
TVP2 熨平板 可用于摊铺所有常规混合料。它也适用于摊铺 PCC(摊铺机压实混凝土),因为用这种方式摊铺的路面不需要最终压实。TP2 Plus 能够实现更高的压实度,因此适用于 VÖGELE 顺序摊铺中粘结剂层的摊铺。由于后面紧跟其它摊铺机,所以这一摊铺层必须达到最终压实度。VÖGELE 熨平板上的所有压实装置 — 夯锤、振动器和压力梁 — 都是独立控制的,可以根据需要打开或关闭。
液压伸缩式熨平板的压实装置